You produce welded tubes or profiles continuously.
Especially longitudinal or spiral tube production with a stable welding path and access behind the welding point.
Applications
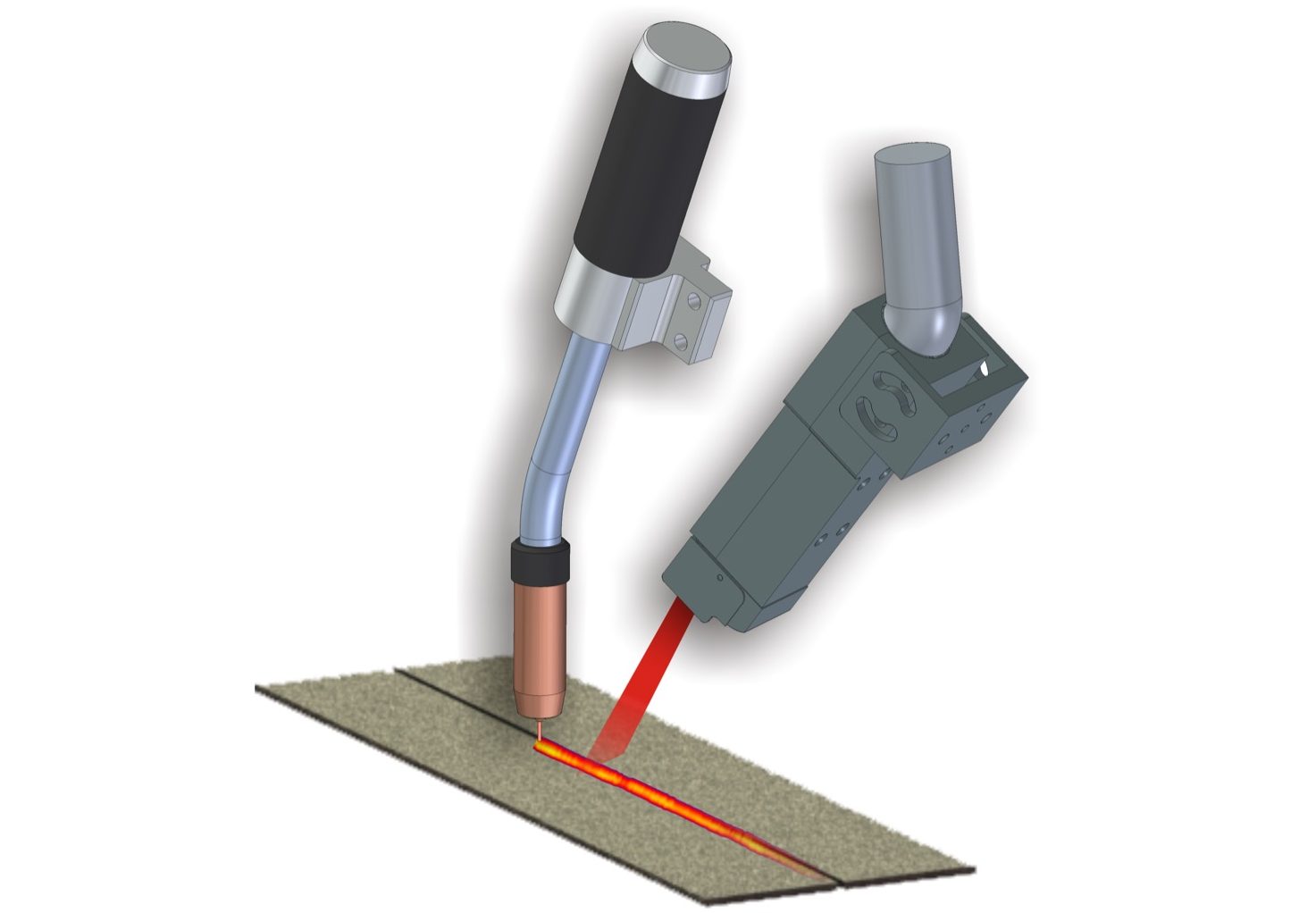
Use ThermoProfileScanner TPS for tube mills, stainless steel tubes, steel tubes and profile welding lines where cold weld detection, pores, holes, focal position variation, poor penetration and process drift must be visible in real time.

Quick fit check
Especially longitudinal or spiral tube production with a stable welding path and access behind the welding point.
Quality decisions should happen during production, not only after delayed lab or destructive checks.
Cold welds, lack of fusion, asymmetric penetration, pores, holes, edge damage, and focus deviations are typical targets.
Thermal images, weld parameters, quality limits, and defect positions can support quality documentation.
Warnings and signals can support marking, separation, correction, operator decisions, and machine integration.
Inline thermography helps production teams see deviations early, reduce scrap, and stabilize setup.
Process fit
TMC lists TIG, Plasma, HFI, ERW, HFW, resistance butt welding, Laser, MAG, and MIG as supported welding processes. Typical applications include tube & pipe mills, stainless steel tubes, steel tubes, profile welding lines and automated cells where inline weld quality monitoring, NDT traceability and defect detection reduce scrap and support quality documentation.
High-speed tube and pipe mills where cold welds, poor penetration and process drift are critical.
Longitudinal tube seams and precision joining where symmetry, pores, holes and root formation matter.
Precision processes where focal position variation, laser position, power drops and penetration must stay stable.
Serial welding where thermal monitoring can detect burn-through, lack of fusion, pores, or seam irregularities.
Operating window
Where customers usually gain value
Best fit when line speed, scrap cost, and defect isolation make delayed inspection too slow.
Best fit when penetration symmetry, surface quality, and customer documentation matter.
Best fit when small focus, position, or power shifts can create immediate quality risk.
Best fit when customers require traceable, repeatable quality evidence for every product batch.
Best fit when operators need objective process feedback beyond current, voltage, or visual checks.
Best fit when parameter optimization, setup time, and repeatable process windows are central.
When TPS may not be the first choice
TPS works by measuring the thermal field of the cooling weld seam. It is usually less relevant when the seam is not accessible behind the welding point, when the process is purely manual and one-off, when inline feedback would not change production decisions, or when the task is only a geometric surface inspection after welding.
Ask TMC to assess your lineNext step
TMC can help decide whether TPS is a strong fit and what integration approach makes sense for your production line.